Техника измерения закаточного шва консервной тары. Параметры и последовательность измерения
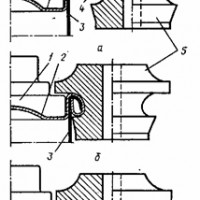

Рис. 1. Формирование двойного закаточного шва
Формирование двойного закаточного шва выполняется в два этапа. Начало первой операции (рис. 1, поз. а), после первой операции (рис. 1, поз. б), после второй операции (рис. 1, поз. в). Элементы закаточной машины: 1- патрон, 2 — крышка, 3 — корпус банки, 4 — уплотнительная прокладка, 5 — ролик первой операции, 6 — ролик второй операции.
Неустанный рост производственных мощностей консервных предприятий, а тем самым соответственно увеличивающиеся количества перерабатываемой жестетары требуют равномерного контроля и точных измерений всех параметров закаточного шва, проводимых через постоянные промежутки времени с проверкой определенного числа банок из каждой партии.
Систематические испытания позволяют выявлять коренные дефекты закатки, запись результатов в графическом виде дает возможность своевременно обнаруживать первые признаки износа рабочего инструмента закаточных машин и своевременно принимать меры, предупреждающие выход брака консервным производством.
» Читать далее