Дефекты закатки и их устранение. Выявление дефектов внешним осмотром
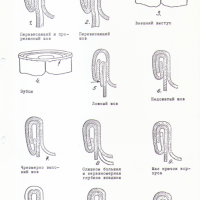

Рис. 1. Дефекты закатки и их устранение
Требованиями, предъявляемыми к качественному закаточному шву, являются следующие:
1. Герметичность — в качестве понятия, охватывающего:
— перекрытие шва, выраженное в процентах (коэффициент перекрытия);
— прочность;
— точное выдерживание глубины впадины крышки соотносительно высоте шва.
2. Минимальное число выступов.
3. Безупречный внешний вид.
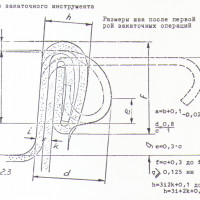
Размеры герметического шва консервной тары зависят, главным образом, от величины фланца крышки, из которого собственно формируется шов, и в менее значительной степени — от глубины впадины крышки и профиля рабочей части закаточных роликов. Но размер фланца крышки может быть неодинаковым, что обусловлено как требованиями различных стандартов консервной отрасли, так и — отчасти — износом рабочего инструмента закаточной машины.
» Читать далее