Методы герметизации крышек консервной тары при закатке

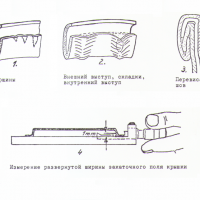
Рис. 1. Глубина впадины крышки должна быть на 0,125 мм больше высоты закаточного шва
Значительное влияние на качество закатки консервной тары оказывает также уплотнительная прокладка крышки. Одним из наиболее известных и широко применяемых способов исполнения прокладки является нанесение пасты в виде дисперсии, при котором жидкая паста выливается из сопла на поле крышки. Пастирование посредством пуансона практикуется, главным образом, в изготовлении крышек для фигурных банок.
При нанесении пасты этим методом необходимо в первую очередь следить за тем, чтобы паста хорошо заполняла завиток фланца. Распространенное прежде уплотнение крышек консервных банок резиновой прокладкой теперь уже встречается довольно редко. Каким бы способом ни выполнялась прокладка, самое важное, чтобы она прочно и без включений воздуха лежала в завитке, поскольку герметичность укупорки жестетары достигается за счет уплотнительного слоя, заполняющего в перекрытии шва возможные зазоры между крючками корпуса и крышки банки.
» Читать далее