Дефекты закаточных операций, обнаруживаемые измерением закаточного шва
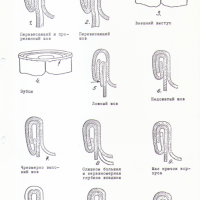

Рис. 1. Дефекты закатки, обнаруживаемые измерением шва
Недостаточная или, напротив, излишняя толщина шва. Ролики второй операции слишком далеко или соответственно слишком близко от верхнего патрона. Устранение неисправности: отрегулировать установку закаточных роликов.
Недостаточная или, напротив, чрезмерная высота шва. Причина: неправильная установка роликов первой операции или же профиль рабочей части этих роликов не отвечает вытянутой ширине закаточного поля крышки. Устранение неисправности: заново отрегулировать или сменить ролики первой операции.
Слишком большая глубина впадины крышки (рис. 1, поз. 8). Причина: либо не подходит верхний патрон, либо неправильно установлены закаточные ролики (слишком высоко над верхним патроном). Для устранения неисправности специалисты консервного производства должны сменить верхний патрон или точно отрегулировать закаточные ролики.
Слишком мал или, наоборот, велик крючок корпуса (рис. 1, поз. 9). Слишком короткий крючок корпуса образуется при недостаточном давлении шпинделя нижнего патрона, недостаточной высоте корпуса банки или же его малом фланце. И наоборот — если крючок корпуса получается чрезмерно длинным, то это свидетельствует о его излишне большом фланце, завышенном давлении шпинделя нижнего патрона или завышенной высоте банки.
Слишком плотная посадка крышки в корпусе банки, в особенности при закатке фигурных банок с небольшими радиусами закруглений, точно также может воспрепятствовать полному образованию крючка — и это даже вопреки повышенному давлению шпинделя нижнего патрона (рис. 1, поз. 10). Устранение неисправности: отрегулировать давление шпинделя нижнего патрона или обратиться с рекламацией к изготовителю банок.
» Читать далее