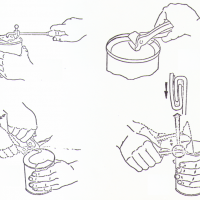
Техника измерения закаточного шва и протоколирование результатов проверки
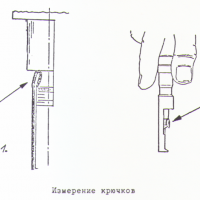

Рис. 1. Техника измерения шва и протоколирование результатов
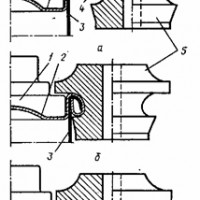
При качественно выполненном шве внутренняя длина крючков крышки и корпуса примерно одинакова. С учетом ухудшения перекрытия в месте углошва допуск может быть только положительным.
Длина крючков корпуса и крышки в значительной степени влияет на коэффициент перекрытия шва.
Из-за возможных повышенных значений внутреннего давления в стерилизуемой банке с продукцией и вероятного смещения закаточного шва крючок корпуса никогда не должен быть короче крючка крышки.
Пример:
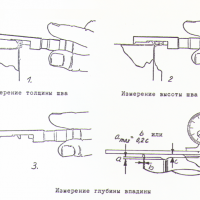
Высота шва 2,9 мм
Толщина двух слоев жести крышки 0,56 мм
» Читать далее