Выбор рабочего инструмента закаточной машины. Закаточные ролики
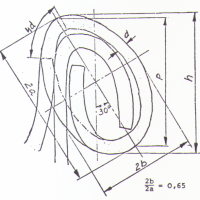

Рис. 1. Определение профиля рабочей части закаточных роликов первой операции
В качестве рабочего инструмента закаточной машины консервной тары следует рассматривать:
— верхний и нижний патроны;
— закаточные ролики;
— направляющие механизмы подачи банок и крышек;
— контурные кулаки (у машин для закатки фигурных банок).
Выбор верхнего патрона относительно прост так как он требует только контроля размеров, о чем мы уже подробно говорили в предыдущей статье. Верхняя кромка этого патрона должна быть не поврежденной и острой, чтобы крышка консервной банки не могла перефальцовываться через патрон. Выбор закаточных роликов несколько сложнее, и тут нам придется углубиться в теорию.
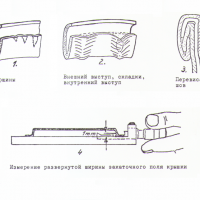
После прифальцовки роликом первой операции шов по своей форме близок к эллипсу, продольная ось которого наклонена по отношению к симметрической оси корпуса. Длина этой оси соотносится с высотой профиля рабочей части ролика предварительной закатки. Форма эллипса обусловлена профилем ролика первой операции относительно закаточной головки. Профили рабочих частей роликов первой операции в основном отличаются расположением точки перехода от верхнего изгиба к нижнему, то есть расположением оси эллипса по отношению к оси ролика.
» Читать далее